当前位置:首页 >FMS状态监控与故障诊断述评
1 柔性加工设备状态监控与故障诊断的必要性与难点
状态监控与故障诊断是FMS、CIM、智能制造等先进制造技术中各个环节、各个层次都必须着力解决的关键与瓶颈技术之一。 状态监控与故障诊断技术是生产过程及控制、工艺规划、产品的质量保证与控制、设备的性能、维修与寿命管理等诸多方面的共性技术,对提高武器装备及先进设备制造系统的可靠性、延长使用寿命、缩短研制周期、降低成本,以及加强制造业、国防科技工业基础都具有重要意义。
制造系统的高度自动化、柔性化、智能化,其设备、功能的日趋复杂化,对状态监控与故障诊断技术提出了更高的要求。对加工设备与加工过程来说,主要表现如下:①系统设备多样、复杂,加工以柔性多任务为目标,加工类型、过程、工况多样,难以全面搜集各种正常与异常状态的先验样本和模式样本;②过程状态及故障的断续性、突发性、模糊性、关联性及时变性;③加工设备各部件间的动态联动性、离散性;④工件尺寸甚至误操作等随机干扰因素影响大;⑤加工过程中信息量大而繁杂,适合于监控、诊断与预警的信息资源需要挖掘;⑥监控系统的安装限制及监控系统与制造单元的协调性要求;⑦监控与诊断的水平和程度受制于加工设备本身的自动化与智能水平等。这些都是研究中必须注意和解决的,因此如何在多变复杂的工况与过程中快速有效地识别状态,如何进行动态、关联、离散设备的状态监控与故障诊断,如何合理排除变工况及时变性对监控与决策的影响,如何在无法完全获取状态及故障的先验样本及故障类别时进行识别分类与决策,如何简捷地实现实际加工现场环境下的监控与诊断等,都是开展加工设备与加工过程状态监控与故障诊断技术研究必须突破的技术关键。
2 国内外文献述评
FMS状态监控与故障诊断技术的研究正在2个方面深入展开:一是研究智能状态监控与故障诊断系统的概念设计、体系结构、功能组成、管理与决策模式、信息集成与传递等基础性、概念性、系统性问题;二是具体深入的各种监控与诊断方法研究,以及功能各异的实际监控与诊断系统的建立。
2.1 FMS状态监控与故障诊断技术研究的主要内容
纵观大量文献,可将FMS状态监控与故障诊断的主要研究内容依对象的划分归纳成图1所示的层状结构。其中各模块既包含着系统的构成、设计与实施,又包含着各功能模块实现与具体方法研究。
(1)各种单一功能的监控与诊断方法 如声发射、力或扭矩监视、电流与功率监视、振动与谱特征分析、时序或时域特征分析等功能参数与阈值的比较及巡检。这对柔性大系统来说只能局部适用。
(2)模式识别与神经网络等训练型模型的应用及它们与其它方法的结合 它被认为是在分类与识别方面有特殊优点的模型之一。它受训练样本数据的正交性和完备性限制,以及训练样本与检测样本格式等的一致性限制,在监控与诊断应用中主要针对小范围或少数几个固定过程的异常与故障。
(3)模糊数学与决策方法应用 包括模糊模式识别、模糊逻辑推理、模糊综合决策,以及模糊理论与人工神经网络、专家系统等方法的结合等,其关键是模糊关系的确定。该方法既适合于具体对象,又适合于复杂大系统。
(4)人工智能与专家系统方法及与图论、模糊理论和人工神经网络的结合它是近年来的研究热点,但对状态监控与故障诊断来说,主要是定性推理应用较多。近年来符号与数值结合的融合型模型正被看好,如专家系统与神经网络结合的融合型专家系统。具有自学习、自组织、自适应的智能模型在监控与诊断中的应用是探讨热点,如智能化信息融合理论等。
(5)基于模型的监控与诊断方法及与神经网络、模糊理论的结合 基于模型的状态监控与故障诊断是一种适应性、鲁棒性好的有效方法[1,2]。基于模型的状态监控与故障诊断在过程控制的故障监控与诊断中应用较广,它分过程动力学模型和过程滤波模型2类。目前的应用主要以后者为主,而动力学模型的应用较少,其主要原因是因为加工设备的动力学模型未能较好建立,构成模型参数的具体物理参数关系不明晰,不能进一步深入诊断。近几年来,人工神经网络、模糊论等智能理论的渗透使该领域更加活跃。
(6)新的信息处理方法应用和新的决策方法应用 新的信息处理方法(如小波分析、时间—频率分析、高阶谱、高阶时频、分形及其它非线性信息处理等)针对机械设备和加工过程等具体的对象,取得了较好的状态描述与分类的特征提取效果。新的决策方法与框架(如多传感器融合技术)在加工设备与加工过程状态监控与故障诊断方面的应用取得了可喜的成绩。
2.3 FMS系统及加工设备状态监控与故障诊断方面的典型成果
华中理工大学在国内开展状态监控与故障诊断研究较早,在杨叔子院士的领导下就机械系统所涉及的多个领域与对象开展了广泛的研究,尤其是在基于时序模型的机床切削状态监控与故障诊断、故障诊断系统体系结构、智能制造与控制中的监控与诊断模型及新方法研究等方面颇有建树。
哈尔滨工业大学的肖祥胜、马玉林等人“八五”期间在FMS状态监控与故障诊断领域取得了一些成果:①建立适合FMS的检测监控体系结构和软件系统原型;②开发智能数据采集装置原型样机及其软件原型;③突破AE技术在加工中心上应用时提取AE信号的难题等。
针对国防科技重点实验室——长春55所的FMS柔性加工设备,北京理工大学提出了全线智能化状态监控与故障诊断的总体框架及具体实施策略;南京理工大学则提出了FMS故障诊断专家系统框架与实施策略,以及神经网络基状态实时监测系统方案。
国防科技大学自1986年开始承担多项国家863高技术计划项目、国防预研及国防预研基金等课题以来,在状态监控与故障诊断及故障预警系统的体系结构与组成、变工况背景下状态辨识与决策、故障诊断专家系统等多方面开展了深入而系统的研究,取得了可喜的成绩。
国外,德国Weck[3]1986年提出的“万能柔性监控系统”设想和方案具有典型意义,它以各种常规的、特殊的特征参数来判别加工过程、NC程序执行等系统运行过程的好坏,以模式识别技术为核心实现碰撞、钻削刀具磨破损等的检测、预报。Tonshoff[4]提出了未来的趋势即多传感器综合、多模型系统、学习和决策系统、规则基系统。Monostori[5]1993年对机床与制造单元提出了知识基递阶状态监控与故障诊断模型。Du等人[6]1995年对制造过程及设备监控的方法进行了深刻剖析,并提出全局数据基与知识基的多处理机结构监控系统方案。
在综述与总结性文献方面,英国的Matrin[7]对目前欧洲、日本、美国的加工设备与加工过程状态监控与故障诊断进行了综述;Lee Jay[8]对制造设备和系统中的现代计算机辅助维修做了总结与述评。
2.4 加工过程及刀具切削状态监控与诊断方面的典型成果
国内,清华大学万军[9]对切削状态监测进行了述评,给出了刀具状态检测的直接法和间接法的状态信号与特征参数一览表,并进行了具体分析。西安交通大学在这方面做了许多有益的探讨,提出了车削分力比监测、频段相干函数法等多种监测模型。华中理工大学则在切削状态的AR模型监测、切削颤振监测与控制等方面做了大量的开拓性工作。东南大学黄仁、钟秉林等人在刀具寿命管理、磨削烧伤辨识、车削状态监测等方面运用模式识别等理论做了深入研究。哈尔滨工业大学姚英学、袁哲俊等人就钻削加工过程与切削状态监测提出了多参数、多模型监测系统及声发射监测系统等。上海交通大学在声发射刀具切削状态监测等方面也开展了深入研究。
国外,1983年Tlysty[10]对用于无人加工系统加工过程状态监测的传感器系统进行了权威性的总结归纳,主要涉及形位传感器、切削力传感器、主轴与进给轴力传感器、主轴电机传感器及声发射传感器等,给出了它们的动态范围、应用场合。日本的Bertok等人1983年和1986年就加工过程监控提出了扭矩监测与几何尺寸间关系模型辨识来实现加工过程监控,并以切削扭矩信号建立AR模型获取残差,实现刀具破损监测。Emel等人1988年用AE信号进行模式识别来实现车刀磨破损监测,Elbestawi等人1989年以切削力、扭矩、主轴振动信号等多参数输入模式识别模型来实现铣削过程监测。Barker等人1993年以高阶谱特征来监测刀具磨损。Ramamurthi等人1993、1994年以加工影响图模型、数字实时知识基系统及谱分析结合来实现钻头状态的监测与预测。Tarng等人1994年对钻削过程的颤振以力和扭矩来建立其过程模型,并建立铣刀破损的神经网络分类模型。Kaye等人以监测主轴转速变化实现车刀刀具磨损监测。Zhang Deyuan[11]1995年以遥测力信号方式和同步采样滤波方式实现铣刀破损监测。Sunil Elanayar等人1995年以径向基函数神经网络分类模型实现刀具磨损监测。Tansel等人1995年用小波信号处理结合ART2神经网络模型实现铣刀切削状态监测。Das等人1997年提出一种简单分析递阶过程模型(AHP)来实现刀具磨损监测。X.Q.Li等人1997年以2个交叉加速度间的相干函数为基础实现车削过程刀具磨损与颤振监测。Santochi等人1997年研制了一种集刀具与传感器于一体的无线数据传输传感系统。J.C.Chen等人1997年以三向切削力信号运用模糊逻辑、模糊搜索分类器、ANN相结合构造了一个铣刀破损监测系统等。
2.5 状态监控与故障诊断的多传感器融合技术
在智能加工与监测控制方面,传统的感知单一属性的传感技术和经典分类决策方法已不能满足要求。近年来,越来越多的研究者倾向于使用多个传感器来做监控与决策。Chryssolouris等人分析了多传感器融合的优点,采用神经网络、数据成组处理、多元最小二乘回归3种方法来进行多传感器融合。Dornfeld 等人1991年开发了一神经网络传感器信息综合用于刀具状态监测的系统,并比较了信息组合不同时监测结果的正确性问题。 Okafor等人 和Di Yan 等人对铣削磨损破损、加工表面粗糙度和镗孔误差,以及预报加工质量等问题开展了研究。 Noori Khajavi和Komanduri、Govekar和Grabec对钻头磨损监测开展了研究,他们均使用自组织神经网络进行分类,这些都是采用多传感器融合技术来进行的。Lezanski等人1993年就磨削加工的智能监控采用力、振动、声发射、位移等传感器进行研究,取得良好效果。Monostori[5]1993年明确提出神经网络在制造系统中应用的最好场合是采用多传感器信号处理相关的领域。Dimla等人1998年以多层感知ANN和多变量过程参数辨识刀具状态。Silva等人1998年以多传感器融合、神经网络、专家系统相结合方式拾取切削力、主轴电流、AE、机械振动实现车刀的磨损监测。Kim等人1996年对刀具状态监测的多传感器融合技术作了总结。Dimla[12]1997年对应用于刀具状态监测中的神经网络方法进行了总结,对已有的系统和文献的研究结果分传感器输入信号(单传感器输入、多传感器输入)、ANN结构与训练方法、信号处理方法、监测成功率等方面进行了归纳与比较。
国内许多学者在多传感器融合监测方面也开展了相应的研究,其中国防科技大学李圣怡、吴学忠等人[13]在国家自然科学基金资助下进行的工作比较典型。
2.6 先进制造系统故障诊断专家系统与人工智能理论与技术
专家系统与人工智能在制造系统中的应用非常广泛,这里仅就制造系统加工设备与加工过程故障诊断专家系统、知识基系统进行综述。
华中理工大学周祖德教授领导的课题组[14]在FMS故障诊断专家系统方面成绩斐然,针对具体的FMS系统提出了基于PLC信息等的故障诊断专家系统,深入研究了故障树层次诊断模型、不确定性处理方法和面向对象的实现方法,探讨了扩展故障树及其框架知识表述和基于此的诊断推理策略,给出了多模型故障诊断方法。
“八五”国防预研FMS应用工程技术项目之一——FMS故障诊断知识库开发项目到“八五”结束,已初步建立适合长春FMS中心的有651条规则的AGV、加工中心、换刀机器人的故障诊断知识库。田文健[15]1995年在对CNC系统的故障分析基础上,把数控系统分成几个子系统,以故障树表征故障结构,以故障模糊分析实现故障推理。
1997年屈梁生[16]和师汉民[17]分别就人工神经网络在机械工程智能化方面的应用作了回顾,对机器故障智能诊断、机器运行过程智能检测与预报、多传感器信息集成与融合、机械系统的辨识和智能控制等的应用指出了成功的、不足的,以及有待深入研究的地方。
国外,Majstorvic[18]1990年对诊断与维修专家系统进行了总结、评论,剖析并列举了典型的维修专家系统和它们的应用范围。Alex Bykat[19]1991年对监控与诊断中等智能问题进行了总结,指出了各类系统应注意的问题和相互之间的联系。Monostori[5]就智能制造中的人工神经网络进行了回顾总结,论述了模型的发展、ANN分类模型学习、在CIMS中的应用场合及对象、多传感器融合的ANN决策分类及CIMS智能化的进一步发展趋势、符号推理与数字并行处理结合之趋势。Valavanis[20]1994年对工程应用中的知识基系统进行了总结与述评,重点介绍了机器人与控制中的有关系统。Tor Guimaraes[21]1995年在分析了制造系统专家系统需求、实例后,提出了设计建立制造系统专家系统的成功因素。Huang等人[22]1995年对智能制造中的神经-专家混合方法作了总结与回顾,指出了存在的2个问题:通讯问题和置信度分配问题。1997年Dini[23]将1980~1996年间制造工程中用到的人工智能方法分安装过程与计划、切削过程与状态监控、专家系统、综述、模糊逻辑、基因算法、混合系统、知识基系统、ANN、Petri网等多个专题分门别类进行了归纳,形成一份包含642篇文献的数据库。
3 研究的特点与存在的问题
3.1 研究的特点
(1) 大量的研究是针对加工系统某一部件、某一过程展开的,尤其是刀具切削状态监测与故障诊断。近年来人工神经网络、遗传基因算法、模糊决策、多传感器融合、专家系统等在各类加工设备的刀具状态监测、加工过程监控与预测方面的应用尤为多见。
(2) 提出体系结构设想,并进行某些功能模块的验证,或就某一新方法、新技术针对某一设备或部件进行实验性研究,属原理性探讨、实验性研究。其中以神经网络、模糊论等智能方法为最多。
(3) 以德国Weck为代表的国内外学者,80年代后相继提出高级制造系统状态监控系统的任务、功能和性能要求及发展趋势,提出建立“万能柔性监控系统”的新设想,并着手针对不同对象分期开发各功能模块。目前这些研究仍在不断完善,同时不断推出新系统。
(4)近期研究多为多参数、多对象、多子系统结构,采用方法以智能理论与技术、多传感器信息融合理论与技术为主,重在解决监测的实时性、诊断的准确性,提高可靠性、适应性及鲁棒性,解决复杂工况、时变性等状态监控与故障诊断问题。
3.2 存在的问题
(1) 90年代以前的研究,大部分系统只测量和处理少量信号或在信号中只有一小部分信息被处理和利用;可用性和效率受到相对原始的执行决策算法的限制。功能单一,可信度低,尤其对多设备、多过程监控来说显得落后。
(2) 忽视了应用设备内部的信息,忽略了CNC/PLC的硬/软件接口,或水平较低。
(3) 实时性和实用性受过于复杂的系统结构、学习、检测与决策模型的限制,应用于现场工况的可靠、高效、简捷系统不多见。
(4) 针对加工设备的某一或某些部件及过程开发专用的监控与故障诊断系统,适用范围相对较窄,缺乏柔性和可移植性。
(5) 柔性加工设备与加工过程的状态预测与故障预警属起步性、开拓性研究,范围局限,模型可靠性不理想。
(6) 监控与诊断系统后天增补的多,已推出的一体化产品的监控与诊断功能、性能较落后,适应性较差,实际监控效果不尽如人意。
4 FMS状态监控与故障诊断展望
(1)采用多个传感器获取反映相互关联的设备、过程的状态信号,通过信号处理(频谱分析、系统建模、小波变换等),提取各种要求的特征参数,进行多参数、多对象的智能决策。
(2) 自动地对未遇到过的或无法预计的加工状态及异常、故障状态进行分析、处理、监控;敏锐的捕获突发故障的能力。
(3) 监控参数、模型与策略的可调性和自适应的学习训练能力及扩大更新其知识库的能力;有合适的过程建模、参考数据生成系统,帮助在线或离线的仿真、建模,生成监控系统所要求的模型、参数、阈值;能帮助用户开发最合适的监控策略和监控系统本身的程序,如模型选择、参数选择、阈值调整、决策综合等。
(4) 系统的高度自动化与智能化,这是系统的复杂程度所必需的,是目前的发展主流;利用人的经验、智慧、思维模式与计算机的存储、运算能力相结合的优势,帮助建立、开发数学模型、机理模型、监控诊断模型、学习训练模型及监控策略等。
(5) 硬件的模块式、可扩展、可重构式结构。用户可以运用基本的、标准的各模块单元根据对象的不同,经特征优化实现通用而又专业的系统;监控系统的体系与布局与复杂柔性的制造系统结构相适应,采取不同的系统层对应不同的监控与诊断模块,形成分布式信息拾取与处理,并逐级向上集成最终形成全局的状态监控与故障诊断系统,即“万能”、“柔性”、“可集成”系统。
(6) 集成制造环境下监控与诊断系统的体系结构、原理、组成、监控策略、功能要求等问题的进一步探讨;新观点、新方法、新思维、新技术的研究与应用,尤其是非线性科学、大系统科学、先进信息传感与处理技术、人工智能理论的研究与应用。
(7) 加工设备与加工过程状态变化、故障机理等的进一步探讨研究,监控与诊断的各种模型、理论与技术的进一步细化、深入与完善。这是精确性、可靠性与实用性的保证。
(8) 行之有效的状态与故障诱发及激励技术,状态与故障的计算机模拟与仿真理论及技术研究。这是克服无法较好获取系统各状态样本、故障样本尤其是破坏性故障样本,节省经费所必须引起高度重视的。也是依赖于样本的训练型模型能否提高其性能,走向应用和成功的关键。
(9)状态监控与故障诊断系统的通用型智能化设计与实施系统研究。
概括地讲,未来的监控系统应是一通用型模块化、集成化、智能化的具备自学习训练与自适应调整功能的多传感器、多参数、多模型智能综合决策系统,是建立实现这些功能的通用型计算机智能化设计与实施系统。
状态监控与故障诊断是FMS、CIM、智能制造等先进制造技术中各个环节、各个层次都必须着力解决的关键与瓶颈技术之一。 状态监控与故障诊断技术是生产过程及控制、工艺规划、产品的质量保证与控制、设备的性能、维修与寿命管理等诸多方面的共性技术,对提高武器装备及先进设备制造系统的可靠性、延长使用寿命、缩短研制周期、降低成本,以及加强制造业、国防科技工业基础都具有重要意义。
制造系统的高度自动化、柔性化、智能化,其设备、功能的日趋复杂化,对状态监控与故障诊断技术提出了更高的要求。对加工设备与加工过程来说,主要表现如下:①系统设备多样、复杂,加工以柔性多任务为目标,加工类型、过程、工况多样,难以全面搜集各种正常与异常状态的先验样本和模式样本;②过程状态及故障的断续性、突发性、模糊性、关联性及时变性;③加工设备各部件间的动态联动性、离散性;④工件尺寸甚至误操作等随机干扰因素影响大;⑤加工过程中信息量大而繁杂,适合于监控、诊断与预警的信息资源需要挖掘;⑥监控系统的安装限制及监控系统与制造单元的协调性要求;⑦监控与诊断的水平和程度受制于加工设备本身的自动化与智能水平等。这些都是研究中必须注意和解决的,因此如何在多变复杂的工况与过程中快速有效地识别状态,如何进行动态、关联、离散设备的状态监控与故障诊断,如何合理排除变工况及时变性对监控与决策的影响,如何在无法完全获取状态及故障的先验样本及故障类别时进行识别分类与决策,如何简捷地实现实际加工现场环境下的监控与诊断等,都是开展加工设备与加工过程状态监控与故障诊断技术研究必须突破的技术关键。
2 国内外文献述评
FMS状态监控与故障诊断技术的研究正在2个方面深入展开:一是研究智能状态监控与故障诊断系统的概念设计、体系结构、功能组成、管理与决策模式、信息集成与传递等基础性、概念性、系统性问题;二是具体深入的各种监控与诊断方法研究,以及功能各异的实际监控与诊断系统的建立。
2.1 FMS状态监控与故障诊断技术研究的主要内容
纵观大量文献,可将FMS状态监控与故障诊断的主要研究内容依对象的划分归纳成图1所示的层状结构。其中各模块既包含着系统的构成、设计与实施,又包含着各功能模块实现与具体方法研究。
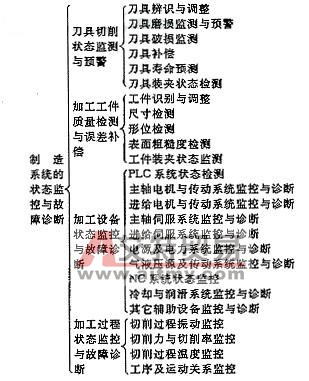
图1 状态监控与故障诊断的主要研究内容
(1)各种单一功能的监控与诊断方法 如声发射、力或扭矩监视、电流与功率监视、振动与谱特征分析、时序或时域特征分析等功能参数与阈值的比较及巡检。这对柔性大系统来说只能局部适用。
(2)模式识别与神经网络等训练型模型的应用及它们与其它方法的结合 它被认为是在分类与识别方面有特殊优点的模型之一。它受训练样本数据的正交性和完备性限制,以及训练样本与检测样本格式等的一致性限制,在监控与诊断应用中主要针对小范围或少数几个固定过程的异常与故障。
(3)模糊数学与决策方法应用 包括模糊模式识别、模糊逻辑推理、模糊综合决策,以及模糊理论与人工神经网络、专家系统等方法的结合等,其关键是模糊关系的确定。该方法既适合于具体对象,又适合于复杂大系统。
(4)人工智能与专家系统方法及与图论、模糊理论和人工神经网络的结合它是近年来的研究热点,但对状态监控与故障诊断来说,主要是定性推理应用较多。近年来符号与数值结合的融合型模型正被看好,如专家系统与神经网络结合的融合型专家系统。具有自学习、自组织、自适应的智能模型在监控与诊断中的应用是探讨热点,如智能化信息融合理论等。
(5)基于模型的监控与诊断方法及与神经网络、模糊理论的结合 基于模型的状态监控与故障诊断是一种适应性、鲁棒性好的有效方法[1,2]。基于模型的状态监控与故障诊断在过程控制的故障监控与诊断中应用较广,它分过程动力学模型和过程滤波模型2类。目前的应用主要以后者为主,而动力学模型的应用较少,其主要原因是因为加工设备的动力学模型未能较好建立,构成模型参数的具体物理参数关系不明晰,不能进一步深入诊断。近几年来,人工神经网络、模糊论等智能理论的渗透使该领域更加活跃。
(6)新的信息处理方法应用和新的决策方法应用 新的信息处理方法(如小波分析、时间—频率分析、高阶谱、高阶时频、分形及其它非线性信息处理等)针对机械设备和加工过程等具体的对象,取得了较好的状态描述与分类的特征提取效果。新的决策方法与框架(如多传感器融合技术)在加工设备与加工过程状态监控与故障诊断方面的应用取得了可喜的成绩。
2.3 FMS系统及加工设备状态监控与故障诊断方面的典型成果
华中理工大学在国内开展状态监控与故障诊断研究较早,在杨叔子院士的领导下就机械系统所涉及的多个领域与对象开展了广泛的研究,尤其是在基于时序模型的机床切削状态监控与故障诊断、故障诊断系统体系结构、智能制造与控制中的监控与诊断模型及新方法研究等方面颇有建树。
哈尔滨工业大学的肖祥胜、马玉林等人“八五”期间在FMS状态监控与故障诊断领域取得了一些成果:①建立适合FMS的检测监控体系结构和软件系统原型;②开发智能数据采集装置原型样机及其软件原型;③突破AE技术在加工中心上应用时提取AE信号的难题等。
针对国防科技重点实验室——长春55所的FMS柔性加工设备,北京理工大学提出了全线智能化状态监控与故障诊断的总体框架及具体实施策略;南京理工大学则提出了FMS故障诊断专家系统框架与实施策略,以及神经网络基状态实时监测系统方案。
国防科技大学自1986年开始承担多项国家863高技术计划项目、国防预研及国防预研基金等课题以来,在状态监控与故障诊断及故障预警系统的体系结构与组成、变工况背景下状态辨识与决策、故障诊断专家系统等多方面开展了深入而系统的研究,取得了可喜的成绩。
国外,德国Weck[3]1986年提出的“万能柔性监控系统”设想和方案具有典型意义,它以各种常规的、特殊的特征参数来判别加工过程、NC程序执行等系统运行过程的好坏,以模式识别技术为核心实现碰撞、钻削刀具磨破损等的检测、预报。Tonshoff[4]提出了未来的趋势即多传感器综合、多模型系统、学习和决策系统、规则基系统。Monostori[5]1993年对机床与制造单元提出了知识基递阶状态监控与故障诊断模型。Du等人[6]1995年对制造过程及设备监控的方法进行了深刻剖析,并提出全局数据基与知识基的多处理机结构监控系统方案。
在综述与总结性文献方面,英国的Matrin[7]对目前欧洲、日本、美国的加工设备与加工过程状态监控与故障诊断进行了综述;Lee Jay[8]对制造设备和系统中的现代计算机辅助维修做了总结与述评。
2.4 加工过程及刀具切削状态监控与诊断方面的典型成果
国内,清华大学万军[9]对切削状态监测进行了述评,给出了刀具状态检测的直接法和间接法的状态信号与特征参数一览表,并进行了具体分析。西安交通大学在这方面做了许多有益的探讨,提出了车削分力比监测、频段相干函数法等多种监测模型。华中理工大学则在切削状态的AR模型监测、切削颤振监测与控制等方面做了大量的开拓性工作。东南大学黄仁、钟秉林等人在刀具寿命管理、磨削烧伤辨识、车削状态监测等方面运用模式识别等理论做了深入研究。哈尔滨工业大学姚英学、袁哲俊等人就钻削加工过程与切削状态监测提出了多参数、多模型监测系统及声发射监测系统等。上海交通大学在声发射刀具切削状态监测等方面也开展了深入研究。
国外,1983年Tlysty[10]对用于无人加工系统加工过程状态监测的传感器系统进行了权威性的总结归纳,主要涉及形位传感器、切削力传感器、主轴与进给轴力传感器、主轴电机传感器及声发射传感器等,给出了它们的动态范围、应用场合。日本的Bertok等人1983年和1986年就加工过程监控提出了扭矩监测与几何尺寸间关系模型辨识来实现加工过程监控,并以切削扭矩信号建立AR模型获取残差,实现刀具破损监测。Emel等人1988年用AE信号进行模式识别来实现车刀磨破损监测,Elbestawi等人1989年以切削力、扭矩、主轴振动信号等多参数输入模式识别模型来实现铣削过程监测。Barker等人1993年以高阶谱特征来监测刀具磨损。Ramamurthi等人1993、1994年以加工影响图模型、数字实时知识基系统及谱分析结合来实现钻头状态的监测与预测。Tarng等人1994年对钻削过程的颤振以力和扭矩来建立其过程模型,并建立铣刀破损的神经网络分类模型。Kaye等人以监测主轴转速变化实现车刀刀具磨损监测。Zhang Deyuan[11]1995年以遥测力信号方式和同步采样滤波方式实现铣刀破损监测。Sunil Elanayar等人1995年以径向基函数神经网络分类模型实现刀具磨损监测。Tansel等人1995年用小波信号处理结合ART2神经网络模型实现铣刀切削状态监测。Das等人1997年提出一种简单分析递阶过程模型(AHP)来实现刀具磨损监测。X.Q.Li等人1997年以2个交叉加速度间的相干函数为基础实现车削过程刀具磨损与颤振监测。Santochi等人1997年研制了一种集刀具与传感器于一体的无线数据传输传感系统。J.C.Chen等人1997年以三向切削力信号运用模糊逻辑、模糊搜索分类器、ANN相结合构造了一个铣刀破损监测系统等。
2.5 状态监控与故障诊断的多传感器融合技术
在智能加工与监测控制方面,传统的感知单一属性的传感技术和经典分类决策方法已不能满足要求。近年来,越来越多的研究者倾向于使用多个传感器来做监控与决策。Chryssolouris等人分析了多传感器融合的优点,采用神经网络、数据成组处理、多元最小二乘回归3种方法来进行多传感器融合。Dornfeld 等人1991年开发了一神经网络传感器信息综合用于刀具状态监测的系统,并比较了信息组合不同时监测结果的正确性问题。 Okafor等人 和Di Yan 等人对铣削磨损破损、加工表面粗糙度和镗孔误差,以及预报加工质量等问题开展了研究。 Noori Khajavi和Komanduri、Govekar和Grabec对钻头磨损监测开展了研究,他们均使用自组织神经网络进行分类,这些都是采用多传感器融合技术来进行的。Lezanski等人1993年就磨削加工的智能监控采用力、振动、声发射、位移等传感器进行研究,取得良好效果。Monostori[5]1993年明确提出神经网络在制造系统中应用的最好场合是采用多传感器信号处理相关的领域。Dimla等人1998年以多层感知ANN和多变量过程参数辨识刀具状态。Silva等人1998年以多传感器融合、神经网络、专家系统相结合方式拾取切削力、主轴电流、AE、机械振动实现车刀的磨损监测。Kim等人1996年对刀具状态监测的多传感器融合技术作了总结。Dimla[12]1997年对应用于刀具状态监测中的神经网络方法进行了总结,对已有的系统和文献的研究结果分传感器输入信号(单传感器输入、多传感器输入)、ANN结构与训练方法、信号处理方法、监测成功率等方面进行了归纳与比较。
国内许多学者在多传感器融合监测方面也开展了相应的研究,其中国防科技大学李圣怡、吴学忠等人[13]在国家自然科学基金资助下进行的工作比较典型。
2.6 先进制造系统故障诊断专家系统与人工智能理论与技术
专家系统与人工智能在制造系统中的应用非常广泛,这里仅就制造系统加工设备与加工过程故障诊断专家系统、知识基系统进行综述。
华中理工大学周祖德教授领导的课题组[14]在FMS故障诊断专家系统方面成绩斐然,针对具体的FMS系统提出了基于PLC信息等的故障诊断专家系统,深入研究了故障树层次诊断模型、不确定性处理方法和面向对象的实现方法,探讨了扩展故障树及其框架知识表述和基于此的诊断推理策略,给出了多模型故障诊断方法。
“八五”国防预研FMS应用工程技术项目之一——FMS故障诊断知识库开发项目到“八五”结束,已初步建立适合长春FMS中心的有651条规则的AGV、加工中心、换刀机器人的故障诊断知识库。田文健[15]1995年在对CNC系统的故障分析基础上,把数控系统分成几个子系统,以故障树表征故障结构,以故障模糊分析实现故障推理。
1997年屈梁生[16]和师汉民[17]分别就人工神经网络在机械工程智能化方面的应用作了回顾,对机器故障智能诊断、机器运行过程智能检测与预报、多传感器信息集成与融合、机械系统的辨识和智能控制等的应用指出了成功的、不足的,以及有待深入研究的地方。
国外,Majstorvic[18]1990年对诊断与维修专家系统进行了总结、评论,剖析并列举了典型的维修专家系统和它们的应用范围。Alex Bykat[19]1991年对监控与诊断中等智能问题进行了总结,指出了各类系统应注意的问题和相互之间的联系。Monostori[5]就智能制造中的人工神经网络进行了回顾总结,论述了模型的发展、ANN分类模型学习、在CIMS中的应用场合及对象、多传感器融合的ANN决策分类及CIMS智能化的进一步发展趋势、符号推理与数字并行处理结合之趋势。Valavanis[20]1994年对工程应用中的知识基系统进行了总结与述评,重点介绍了机器人与控制中的有关系统。Tor Guimaraes[21]1995年在分析了制造系统专家系统需求、实例后,提出了设计建立制造系统专家系统的成功因素。Huang等人[22]1995年对智能制造中的神经-专家混合方法作了总结与回顾,指出了存在的2个问题:通讯问题和置信度分配问题。1997年Dini[23]将1980~1996年间制造工程中用到的人工智能方法分安装过程与计划、切削过程与状态监控、专家系统、综述、模糊逻辑、基因算法、混合系统、知识基系统、ANN、Petri网等多个专题分门别类进行了归纳,形成一份包含642篇文献的数据库。
3 研究的特点与存在的问题
3.1 研究的特点
(1) 大量的研究是针对加工系统某一部件、某一过程展开的,尤其是刀具切削状态监测与故障诊断。近年来人工神经网络、遗传基因算法、模糊决策、多传感器融合、专家系统等在各类加工设备的刀具状态监测、加工过程监控与预测方面的应用尤为多见。
(2) 提出体系结构设想,并进行某些功能模块的验证,或就某一新方法、新技术针对某一设备或部件进行实验性研究,属原理性探讨、实验性研究。其中以神经网络、模糊论等智能方法为最多。
(3) 以德国Weck为代表的国内外学者,80年代后相继提出高级制造系统状态监控系统的任务、功能和性能要求及发展趋势,提出建立“万能柔性监控系统”的新设想,并着手针对不同对象分期开发各功能模块。目前这些研究仍在不断完善,同时不断推出新系统。
(4)近期研究多为多参数、多对象、多子系统结构,采用方法以智能理论与技术、多传感器信息融合理论与技术为主,重在解决监测的实时性、诊断的准确性,提高可靠性、适应性及鲁棒性,解决复杂工况、时变性等状态监控与故障诊断问题。
3.2 存在的问题
(1) 90年代以前的研究,大部分系统只测量和处理少量信号或在信号中只有一小部分信息被处理和利用;可用性和效率受到相对原始的执行决策算法的限制。功能单一,可信度低,尤其对多设备、多过程监控来说显得落后。
(2) 忽视了应用设备内部的信息,忽略了CNC/PLC的硬/软件接口,或水平较低。
(3) 实时性和实用性受过于复杂的系统结构、学习、检测与决策模型的限制,应用于现场工况的可靠、高效、简捷系统不多见。
(4) 针对加工设备的某一或某些部件及过程开发专用的监控与故障诊断系统,适用范围相对较窄,缺乏柔性和可移植性。
(5) 柔性加工设备与加工过程的状态预测与故障预警属起步性、开拓性研究,范围局限,模型可靠性不理想。
(6) 监控与诊断系统后天增补的多,已推出的一体化产品的监控与诊断功能、性能较落后,适应性较差,实际监控效果不尽如人意。
4 FMS状态监控与故障诊断展望
(1)采用多个传感器获取反映相互关联的设备、过程的状态信号,通过信号处理(频谱分析、系统建模、小波变换等),提取各种要求的特征参数,进行多参数、多对象的智能决策。
(2) 自动地对未遇到过的或无法预计的加工状态及异常、故障状态进行分析、处理、监控;敏锐的捕获突发故障的能力。
(3) 监控参数、模型与策略的可调性和自适应的学习训练能力及扩大更新其知识库的能力;有合适的过程建模、参考数据生成系统,帮助在线或离线的仿真、建模,生成监控系统所要求的模型、参数、阈值;能帮助用户开发最合适的监控策略和监控系统本身的程序,如模型选择、参数选择、阈值调整、决策综合等。
(4) 系统的高度自动化与智能化,这是系统的复杂程度所必需的,是目前的发展主流;利用人的经验、智慧、思维模式与计算机的存储、运算能力相结合的优势,帮助建立、开发数学模型、机理模型、监控诊断模型、学习训练模型及监控策略等。
(5) 硬件的模块式、可扩展、可重构式结构。用户可以运用基本的、标准的各模块单元根据对象的不同,经特征优化实现通用而又专业的系统;监控系统的体系与布局与复杂柔性的制造系统结构相适应,采取不同的系统层对应不同的监控与诊断模块,形成分布式信息拾取与处理,并逐级向上集成最终形成全局的状态监控与故障诊断系统,即“万能”、“柔性”、“可集成”系统。
(6) 集成制造环境下监控与诊断系统的体系结构、原理、组成、监控策略、功能要求等问题的进一步探讨;新观点、新方法、新思维、新技术的研究与应用,尤其是非线性科学、大系统科学、先进信息传感与处理技术、人工智能理论的研究与应用。
(7) 加工设备与加工过程状态变化、故障机理等的进一步探讨研究,监控与诊断的各种模型、理论与技术的进一步细化、深入与完善。这是精确性、可靠性与实用性的保证。
(8) 行之有效的状态与故障诱发及激励技术,状态与故障的计算机模拟与仿真理论及技术研究。这是克服无法较好获取系统各状态样本、故障样本尤其是破坏性故障样本,节省经费所必须引起高度重视的。也是依赖于样本的训练型模型能否提高其性能,走向应用和成功的关键。
(9)状态监控与故障诊断系统的通用型智能化设计与实施系统研究。
概括地讲,未来的监控系统应是一通用型模块化、集成化、智能化的具备自学习训练与自适应调整功能的多传感器、多参数、多模型智能综合决策系统,是建立实现这些功能的通用型计算机智能化设计与实施系统。
返回列表
- 上一篇:PSA中心供氧设备远程监控方案